產(chǎn)品中心
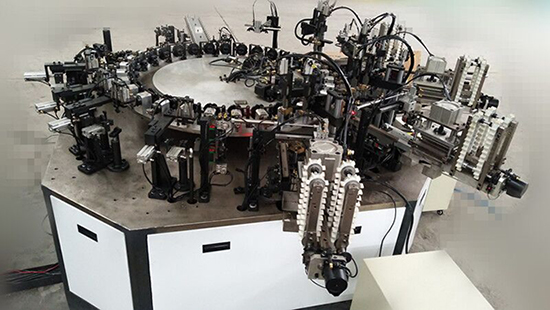
主機(jī)為三十工位間歇傳動(dòng)機(jī)構(gòu),產(chǎn)量為1000-1200支/小時(shí)左右。自動(dòng)上芯柱,自動(dòng)定位,自動(dòng)理絲、自動(dòng)切燈板,自動(dòng)上絲,焊接,檢測(cè),下料。
1.主要技術(shù)參數(shù)
一.設(shè)備生產(chǎn)規(guī)格:
該設(shè)備用于:交叉鈄點(diǎn)四絲 A60 LED燈絲燈燈絲長(zhǎng)度38及50兼用, 燈絲與芯柱自動(dòng)點(diǎn)焊.
二.技術(shù)標(biāo)準(zhǔn):
a) 設(shè)備效率UPH=1000-1200支/小時(shí)左右。3人操作.
b) 電器用PLC控制,,氣動(dòng)閥采用安全電壓24V,主電機(jī)380V。
c) 氣體要求:高壓風(fēng)0.5~0.8MPa。
d)合格率要求:理絲自動(dòng)檢測(cè)后機(jī)臺(tái)一次性合格率93%以上(分絲或理絲不到位剔除),燈絲廢品率≤2%。不良品率人工補(bǔ)焊即可利用.
e) 機(jī)器動(dòng)作包括:
1. 人工簡(jiǎn)單分好芯柱導(dǎo)絲、將芯柱放到鏈條傳送工位上。
2. 檢測(cè)芯柱。
3. 芯柱絲整形定位。
4. 導(dǎo)絲自動(dòng)多次整形(預(yù)整-折彎-定型)以整出交叉焊形狀并自動(dòng)檢測(cè)。外絲自動(dòng)整形為立式方案(預(yù)整-折彎-定型)。
5. 人工將整板LED燈絲插入同步帶;
6. 自動(dòng)切整板燈絲;
7. 點(diǎn)焊焊頭調(diào)整為斜焊角度
8. 焊接流程:
1. 自動(dòng)送、焊條燈絲,燈絲兩側(cè)焊接不同步,相隔0.1S~0.5S;
2. 單根燈絲檢測(cè)
3.自動(dòng)送、焊第二條燈絲,燈絲兩側(cè)焊接不同步,相隔0.1S~0.5S;
4. 單根燈絲檢測(cè)
5. 自動(dòng)送、焊第三條燈絲,燈絲兩側(cè)焊接不同步,相隔0.1S~0.5S;
6. 單根燈絲檢測(cè)
7. 自動(dòng)送、焊第四條燈絲,燈絲兩側(cè)焊接不同步,相隔0.1S~0.5S;
8. 單根燈絲檢測(cè)
9 .自動(dòng)下料到輸送帶良品 不良品分開自動(dòng)下料到輸送帶
